

离心风机壳体防磨研究与优化改造
1风机设计参数与壳体结构
1.1离心风机设计参数
汉川电厂锅炉制粉系统用作乏气输送的风机均选用四平鼓风机厂生产的X4―73N0.20D单侧吸入式离心排粉风机,设计转速N=96Of/rain,流量Q=(6.01~12.04)X103m3/h,介质重度为1.293Kg/nm3,全压P=14 175―10 350Pa。
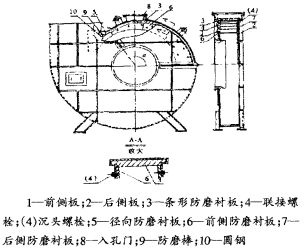
1.2风壳结构
风壳结构见图1。后侧板2以水平中分面与出口成A角将壳体分为上下两部分,后侧板和两 端结合面采用角铁制成的法兰呈水平面形式连结,前侧板 1与人口圆法兰呈垂直平面形式连结,风壳内部沿径向装有厚25mm的16Mn锰钢板经卷制成型的弧形板做径向防磨衬板5,以增加壳防磨能力。
2 磨损分析
排粉机叶轮在高速旋转时产生的离心力,致使乏气中夹杂的煤粉颗粒以一定的加速度向叶轮出口冲出。在运动过程中煤粉颗粒受撞击和离心力的双重作用,对金属表面产生研磨,在叶片的工作面上形成不规则的磨损痕迹,随叶轮半径 R值的增加磨损亦增加,并由前盘向后盘骤增。乏气离开叶轮后在风壳的约束下形成动压P,以同上的方式对壳体的金属表面产生研磨,磨损程度随容积变化而变化。位于渐开线半径R值最小区域的舌部因气固两相流体在叶轮出口强离心力的作用下对风壳金属表面的撞击强度最大,磨损亦最严重,且集中于叶轮出口对面的金属表面上,并随风壳渐开线半径 R值的增加磨损逐渐减弱,痕迹逐渐变宽。因此,该排粉风机风壳舌部和上部风壳的磨损问题就显得尤其突出。
3风壳修复
3.1传统检修方法
风壳磨损即产生泄漏,必须及时进行修复,常采用外部贴补和堆焊的临时办法进行处理。但
磨损严重,则要将风机解体后进行修复。把被损坏的壳体进行堆焊或挖补复原,再将磨损的径向防磨衬板用氧、乙炔焰自壳体上切割下来,按原样装上新的防磨衬板。但这种方法,极易造成风壳变形,导致密封不严。
3.2风壳内敷设耐磨衬板
为解决风壳的磨损问题,提出了在风壳内设耐磨衬板的方法,即在风壳内敷设耐磨合金板,敷设前要将原来的径向弧形衬板从壳体切割下来,再将铸造的耐磨合金衬板一件一件地用销钉与壳体固定,采用这种方法在施工中发现如下问题:(1)在切割原径向防磨衬板时,由于原衬板与壳体以分段焊接型式固定,氧、乙炔焰对属双重金属的弧形衬板进行切割时,因是高强度切割作业,加大了风壳的变形,致使叶轮装入机壳后转动受阻,经采取措施后维持运行。(2)装设时由于固定防磨衬板的需要,要以衬板上设置的销钉孔位置为基准,在对应的风壳上用氧、乙炔焰进行挖孔,便于销钉穿出壳体外面进行焊接固定由于设汁的衬板数量多,所用销钉多而滥,裸露在风壳外面的销钉和焊肉,使外观和强度受到很大影响。(3)如因磨损再次更换,除重复以上作业外,此时衬板的几何尺寸因铸造精度的影响,不可能与原衬板相符,还需在壳体上重新挖孔,风壳变形势必加剧,强度受到更加严重的威胁。
4优化改造方案
为了有效地解决好风壳的磨损与变形的突出矛盾,针对磨损问题突出的喉部和上部风壳进行 优化改造(风壳下部强度大,磨损少,不易变形,可不考虑对其进行改造),方案如图所示。
4.1上部风壳改造
拆出风壳上部后,用氧、乙炔焰将各部件分解,保留前后侧板1、2,其渐开线型不变,将切割后的两侧板按照原始位置装在下部风壳上,调整好各部位置,将加工好的部件与两侧板组装成带有槽形滑道(如图1A―A所示)的上部风壳,在风机轴线上方增设一人孔门8,径向条形防磨衬板3便可由人孔门装入或拆出槽形滑道。风壳两侧板1、2表面用厚度为20mm的16Mn锰钢板作防磨保护6、7(主视图中虚线所示),两侧防护衬板分别分成4片,用沉头螺栓(4)固定在风壳上,更换时只需拆下螺栓,按原样装复即可。
4.2舌部处理
由于该部位结构的特点,则采用恢复原来结构外貌,而后在防磨棒9和弧形防磨板5的外表
面用<:12rmn的圆钢10呈纵向布置,间距控制在25~30mm内,并用电焊固定。由于固气流体在圆钢之间的空间内形成的折射作用,能有效地抑制流体对金属表面的磨损,使其防磨能力得到改善,从而起到了很好的防磨作用。
由于轴线上方设置了人孔门,叶轮和叶片的检查与局部修复,检修后的动、静平衡作业,局部更换防磨衬板和维护作业工作都可以站在人孔门外面完成,从而改善了施工作业环境,减少了劳动强度,提高了工作效率,同时也为安全文明生产打
下了良好的基础。
通过对离心式排粉风机的上部壳体进行优化改造后的运行结果分析表明,输出功率、风压和制粉出力均无变化,运行状况良好。
5结语
经过对排粉风机的上部风壳进行优化改造后,圆满地解决了日常检修与维护作业时热应力对风壳产生的变形影响的问题,有效地抑制了壳体的变形和由此产生的煤粉泄漏和环境污染。
采用新型耐磨材料做防护衬板,提高了风壳的耐磨性能,延长了使用寿命,节省了维护费用。
在风机轴线上方设置的人孔门,给检修和维护工作提供了便利。-

供应高风压,大风量台湾CY200通风机,离心式风机¥3200.00 -

CY100台湾送风机,吸风机,多翼式离心通风机¥210.00 -

供应高风压高品质送风机,CY150M双出口离心风机¥818.00 -

宁波双出口离心通风机CY076M大风量,台款送风机¥319.00 -

UV机用CY310,台款大风量低噪音离心式风机¥面议 -

供应CY150台湾大风量离心式风机,多翼式送风机¥610.00 -

东莞工厂供应UF扇,管道式幽浮扇,离心风机¥面议 -

上海,东莞工厂直销CY100L高温长轴马达|电机¥面议 -

供应低静音大风量JYF40420横流扇/横流风机¥200.00 -

台款通风机,送风机CY112M(图),青岛双出口离...¥477.00 -

张家港CYF06043台湾横流扇,横流风机¥240.00 -

供应CY270大风量台款通风机,送风机,离心式通风机¥2010.00 -

东莞供应低静音JYF40420横流扇/横流风机¥219.00 -

低静音CYF06031贯流扇/横流扇/横流风机¥310.00 -

台湾JYF50420贯流风机,横流风机,横流扇¥180.00 -

供应台湾款CY230低噪音通风机,送风机,离心式风机¥2130.00