

大型双吸式离心风机安装技术
1前言
1.1由我司承接工程中设置两台主抽风机,这两台主抽风机是由我厂生产的$14500―12型双吸式离心风机。主抽风机是烧结矿生产工艺中重要的设备,其运行状况的好坏直接影响到整个烧结厂正常生产。由于它的功率较大 (5300KW),主轴转速也在1000r/min,全压为16500Pa,在安装过程中,垫铁的安装、轴瓦的刮研、主轴的找平、联轴器的同轴度调整及润滑系统清洗等都有较高的技术要求,安装过程中如有疏忽,运行时就会出现振动加剧、润滑不畅、轴承过热等问题。所以安装过程中必须采取严格有效的技术控制,以减少、消除不利因素,保证风机安装后运行平稳。如下为我项目部的安装工程心得。
2 S14500―12型双吸式离心风机的安装程序
2.1风机及其附属设备说明
2.1.1空气通过入1:3风道进入风机。风机包括机壳、叶轮、主轴、进气箱、进风口和进口调节门等部件。叶轮安装在主轴上,机壳将其封闭在内并与出口管道连接。叶轮将能量传递给空气。进气箱与机壳相连;进口调节门与进气箱入口连接;进口管道与进口调节门相连。空气通过调节门、进气箱、进风口进入叶轮。进 口调节门调节所需风量,进口调节门由电动执行器通过联动杆驱动。
转动组由带底座的同步电机驱动,风机主轴由两个滑动轴承支撑。
风机部件包括:底座及基础、机壳和进气箱、进口调节装置、叶轮、风机主轴、风机主轴密封、风机主轴承、联轴器及电动机。
2.2基础检查与放线
2.2.1基础除承受风机本身的重量外,还吸收和隔离由于风机运行时所产生的振动。如果将风机安装在不合格的基础上,很难保证风机运行时产生的振动幅值在允许的范围内;即使在风机运行初期振动不大,由于基础承受不了风机的重量和振动的冲击,久而久之,基础就会变形,使振动加剧,甚至使基础松散破裂,酿成大事故。因此,在风机安装前,一定要按图纸和有关施工规范认真复查基础各部分尺寸、混凝土标号、试块强度试验报告等各项质量情况。符合要求后,方可进行安装。
2.2.2按图纸要求在基础上设定标靶和标高座,然后以标靶中心拉钢丝挂线坠和以标高座为基准对基础进行放线。
2.3垫铁的安装
2.3.1垫铁的作用是用来调整风机的水平和标高,承担风机的重量和地脚螺栓紧力,将振动均匀地传递给 基础 。它对 设备运行的平稳性影响很大。
2.3.2每组垫铁由一平两斜组成,按国家规范公式计算后,设计斜垫铁的规格为220ram×110mm,厚度为20ram,斜度为1/10;平垫铁规格为220mm×1lOmm,厚度为25mm。为了垫铁与垫铁之间接触良好,采用对研磨法制作垫铁组,将精加工好的垫铁配对并用字錾编号,对同一组中垫铁 的接触面先用红丹着色后研磨,保证其接触面积达~1J75%以上,且0.05mm塞尺不能插入。
2.3.3按照基础平面外形、设备底座外形及地脚螺栓分布情况确定垫铁组分布后 ,采用临时垫铁粗定位,压浆法安装正式垫铁。符合要求后拆除临时垫铁。说明:采用此法安装垫铁,劳动强度较大 ,工期较长 ,耗用人工多 ,但能保证基础与垫铁、垫铁与垫铁之问接触接触良好。能很好的保证安装质量。
2.4风机的找平
2.4.1风机的找平分为粗平和精平。
1)粗平:风机底座就位时用临时垫铁垫起,用水准仪测量好各个基准面的标高使其符合图纸要求,再用框式水平仪测量基准面上的纵、横水平度,调整临时垫铁使其水平度不大于0.10毫米/米。
2)精平:精平应在传动轴安装就位、轴瓦问隙刮研、调整符合要求后进行。将框式水平仪分别放在转子的两个轴颈处调整正式垫铁,使转子的轴向水平度不大于0.05毫米/米。
2.5滑动轴承刮研 间隙调整及风机转子组的安装
2.5.1滑动轴承座的安装:使轴承底座水平是很必要的,在水平面的两个方向上,用水平仪判断横跨底座加工底脚的直边的水平度,同时把底座放在距离机壳和进气箱正确距离的位置处。确保定位轴承在驱动侧,非定位轴承在非驱动侧。参照风机总图,检查中心线位置相对于基准,基础以及正确轴承中心距的正确性。用水准仪检查两个轴承是否在同一水平面上。
2.5.2滑动轴承的刮研与转子的安装:清洗轴承座内部,保证完全清洁。轴瓦刮研前,应先检查瓦背与轴承体的接触面积。轴瓦与轴承体的接触面积虽然要求不高,但接触面也要均匀 。下轴瓦与轴承座的接触面积不得小于整个面积的50%,上轴瓦与轴承盖的接触面积不得小于面积的40%,若不满足条件要对接触面进行刮研。符合条件后,安装下轴瓦和转子组。检查轴颈和轴瓦的接触情况,检查方法,在轴径上涂上薄薄一层显示剂 (如红丹粉 、 红倩油等),接着将轴颈装于轴承内,用手向正反方 向转动两三转,将轴取出,检查轴承上着色点的分布情况,如果着色点分布不正常或根本转不动,才能着手刮研。刮研轴瓦应先刮下瓦,后刮上瓦。刮瓦要在设备精平后进行。转动使瓦与轴颈摩擦后将轴 吊起 ,用刮刀刮去瓦面较高的地方 (出现色斑的地方)。在刮研时,每刮一遍应改变一次方向使刮痕之间成60。~90。交角,应根据情况,采取先重后轻、刮重留轻、刮大 留小的原则。开始几次, 手可以重一些,多刮去一些金属,以便较快地达到较好的接触。当接触区达到50%时,就应该轻刮。每刮完一次,将瓦面擦净,再将显示剂涂在轴颈上校核检查,再根据接触情况进行刮研,直到符合技术要求为止。刮研检查可以使用显示剂 ,但对接触点要求很高的精密轴承,刮研的最后阶段不能使用显示剂。因为,涂显示剂后,轴承上的着色点过大,不易判断实际接触情况。此时,可将轴颈擦净,直接放在轴承 内校核,然后将轴取出,可 以看出轴承上的亮点,即为接触点。再对亮点进行刮研,直到符合技术要求为止。刮研时,不仅要使接触点符合技术要求,而且还要使侧间隙和接触角达到技术要求。一般先研接触点,同时也照顾接触角,最后再刮侧间隙。但是,接触部分与非接触部分不应有明显的界限,用手指擦抹轴承表面时,应觉察不出痕迹。检查轴向间隙时,应将推移到轴承一端的极限位置,然后用千分表或塞尺测量。要保证轴向间隙在0.1~0.2mm的范围内,当达不到标准时,通过修刮轴瓦端面或调整止推螺钉。最后就是下轴瓦上开油槽了,其原则为:
1、润滑油应从油膜压力最小处输入轴承;
2、油槽开在非承载区,否则会降低油膜的承载能力;
3、油槽轴向不能开通,以免油从油槽端部大量流失;
4、水平安装轴承油槽开半周,不要延伸到承载区,全周油槽应开在靠近轴承端部处。
另外,在轴瓦顶部开进油孔,油槽可围绕进油孔为中心,开宽度与孔径相等的油槽,形状可采取 “一”字形、 “×”字形、 “王”字形等。
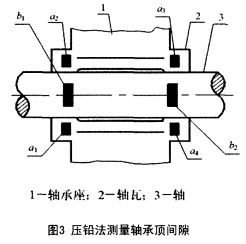
2.5.3滑动轴承顶间隙、侧间隙、紧力的检查:
1)滑动轴承的顶间隙采用压铅法测量得出,由于此次安装的风机转速为1000r/min ,所以项间隙的值应为 (0.8~1.2)d/1000;测量时,先打开轴承盖,用直径为1.5~2倍顶间隙而长度为10- 40mm的软铅丝 (一般加热到140℃后放入水中淬火即可变的更软 ),分别放在轴颈和轴瓦的接触面上,可用干油粘上。然后放上轴承盖,对称均匀地拧紧螺钉,再用塞尺检查轴瓦接合面的间隙是否均匀相等。然后打开轴承盖,用千分尺量出已被压扁的软铅丝的厚度。
2)滑动轴承侧间隙,直接用塞尺测量得出,其值为顶间隙值的l/2~2/3。
3)滑动轴承轴瓦与轴承座之间的紧力,应控制在 (0~0.05)mm范围内以上数据测量检查合格后,做好轴承内部清洁,将轴承装配完整,装配过程中应注意安装好甩油环后应检查甩油环是否能够自由旋转,用油湿润轴承支撑表面等等。
2.6联轴器和电机的安装与找正
2.6.1安装风机和电机半联轴器。因为轴与联轴器的配合为过盈配合,应采用油加热法安装半联轴器,安装后的联轴器端面应与轴端面平齐。
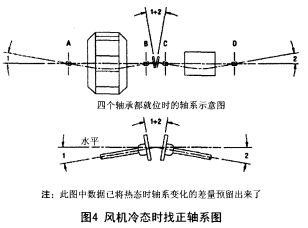
2.6.2轴的找正。连接轴的正确找正是非常重要的,偏心或找正不好会导致振动、轴疲劳、轴承磨损、且增加能耗。尽管使用了挠性联轴器,其挠性是减少在运行过程中偏心的影响。如下为S14500―12型双吸式离心抽风机在冷态时的找正轴系图:
2.6.3轴找正数值的偏差应满足厂家技术文件的要求及国家相关规范的要求。我们采用三表测量法对轴进行找正及调整。这种测量方法精度很高,适用于需要精确对中的精密或高速运转的机器,如汽轮机,离心式空压机等。它与两表测量法不同之处是在与轴中心等距离处对称布置两块百分表,在测量一个方位上径向读数和轴向读数的同时,在相对的一个方位上
测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响.机器安装调整时应注意:
1)机器安装时,通常以主机转轴 (从动轴)做基准,调整电机转轴 (主动轴)。电机低座四个支点于两侧对称布置,调整时,对称的两支点所加 (或减) 垫片厚度应相等。
2)机器在运转工况下因热膨胀会引起轴中心位置变化,联轴器找正的任务时把轴中心线调
整到设计要求的冷态 (安装时的状态)轴中心位置,使机器在热态 (运转工况下)达到两轴中心线一致 (既同心,又平行)的技术要求。安装机器时各支点温升的数据可以从制造厂的安装说明书中得到 。
3)在水平方向上调整联轴器的偏差时,不需要加减垫片,通常也不计算。操作时利用顶丝和百分表,边测量,便调整,达到要求的精度为止。
2.7润滑系统的安装
2.7.1 S14500―12型双吸式离心抽风机的润滑系统由贮油箱、高压油泵、主油泵、辅油、高位油箱、油过滤器、油冷却器、安全阀、压力表及油管等组成。其中主油泵的在风机正常运行时对轴承进行供油;高压油泵是在风机启动顶起转子,使轴颈与滑动轴承之间产生油膜;高位油箱是在风机意外停止运行而主辅油泵也无法供油的情况下,靠高位压差来对滑动轴承进行供油;油管的焊接连接方法为氩弧焊打底电焊盖面。
2.7.2油管的酸洗、吹扫。由于厂家配套过来的油管材质为碳素无缝钢管,我们采用槽式酸洗,并且采用脱脂、酸洗、中和、钝化四合一的清洗液进行管道酸洗。在管道酸洗合格后,必须用压缩空气把管段逐根吹干、上油,密封。以免因短期内无法及时复位或在油循环冲洗时回油管充满度不够,部分管路再次生锈而影响油循环冲洗效果。
2.7.3油循环冲洗。
1)润滑油系统管道在安装位置上组成循环冲洗回路时,应将润滑点与冲洗回路分开。
2)注油循环 。注油前应保证油箱 内部完全清洁,且必须经 过滤 油机 向油箱灌油,充 油时油箱和油系统设备无渗漏现象,各轴承进油口可加装截止阀和临时放油 口,将轴瓦短路,不使油进入巴士合金与轴颈的接触面,循环过程中应经常将过滤器、过滤网拆下来清洗,对外露的管路、弯管及焊缝用铜锤、木锤敲击。多次循环后的油,应取样品送检验所检验其清洁度是否国家相关规范要求 。
2.8风机的进气箱、机壳等安装
2.8.1风机进气箱安装时根据剖分布置图所示及进风口插入叶轮进口圈的尺寸检查叶轮的轴向位置,注意应边安装进气口边检查厂家制造的进气箱是否够圆,若偏差太大,应逐段进行调整。在调整进风口与叶轮进口圈的径向间隙时,应采用游标塞尺测量以得到正确的间隙设定值。确保机壳机壳进气箱的侧板相对于主轴和主轴密封校准在正确的位置上 。
2.8.2风机机壳的安装主要在于顺序,应按照厂家说明书上的步骤进行安装。安装机壳法兰面时应保证机壳的密封性,除了要上好石棉绳以外,应加涂白厚漆来保证密封性。
3风机安装过程中应注意的其他要点
1)密封组件的密封间隙,有出现过小的情况,可用刮刀进行刮研,但其尖刃倾斜方向必须
符合要求。
2)风机安装过程中所采用的测量、测试器具,必须经过法定计量单位的检定。在使用框式水平仪测量水平度时,应用柔软的干布擦拭其底部以及被测之处。每测一处的水平度,应将水平仪调转180度在同一处再测量一次,两次所测的水平度相同或相近才视为正确测量结果。
3)在安装电机前应符合电机上标示的磁力中心线是否正确,若不正确应移动电机定子来进行调整。调整后再进行找正工作。
4)在风机试机之前应特别仔细检查油路的畅通情况,是否已经将所有的过滤网、截流装置拆除完毕。
4结束语
双吸式离心风机总结的主要安装技术,它介绍了此风机安装中所有的重点部位,按照此步骤安装的风机在之后的生产过程没有出现振动幅值过高、轴承温度过高、机械噪声等情况,可供同类工程借鉴。
-

供应高风压,大风量台湾CY200通风机,离心式风机¥3200.00 -

CY100台湾送风机,吸风机,多翼式离心通风机¥210.00 -

供应高风压高品质送风机,CY150M双出口离心风机¥818.00 -

宁波双出口离心通风机CY076M大风量,台款送风机¥319.00 -

UV机用CY310,台款大风量低噪音离心式风机¥面议 -

供应CY150台湾大风量离心式风机,多翼式送风机¥610.00 -

东莞工厂供应UF扇,管道式幽浮扇,离心风机¥面议 -

上海,东莞工厂直销CY100L高温长轴马达|电机¥面议 -

供应低静音大风量JYF40420横流扇/横流风机¥200.00 -

台款通风机,送风机CY112M(图),青岛双出口离...¥477.00 -

张家港CYF06043台湾横流扇,横流风机¥240.00 -

供应CY270大风量台款通风机,送风机,离心式通风机¥2010.00 -

东莞供应低静音JYF40420横流扇/横流风机¥219.00 -

低静音CYF06031贯流扇/横流扇/横流风机¥310.00 -

台湾JYF50420贯流风机,横流风机,横流扇¥180.00 -

供应台湾款CY230低噪音通风机,送风机,离心式风机¥2130.00