
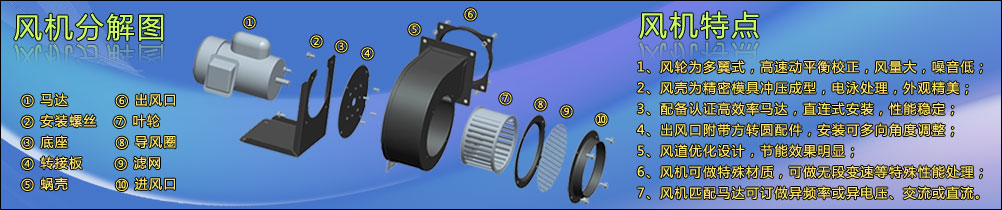

离心风机几种常见故障的处理
离心风机是水泥厂重要的工艺设备。因为风机故障造成整个生产线停产的事故在水泥厂时有发生,现针对我公司两台风机发生故障的原因及处理办法做一总结。
1篦冷机一室风机故障
1.1风机参数及故障现象
离心风机型号Y5-48№12.5D,风量22400m3/h,风压6570Pa,配套电动机Y280M-4,132kW,1490
r/min,传动方式为D。
自投入使用之后,多次发生剧烈振动,轴承振动速度达21mm/s以上,振动幅值达0.6mm,轴承座剧烈晃动,继而叶轮端轴承损坏,被迫停机检修。轴承使用寿命短,有时新更换的轴承使用不到1个月就再次损坏,严重影响生产。
1.2故障原因分析及处理
1)叶轮积灰
此风机属于后倾式叶片,叶片容易粘灰。同时风机安装在窑头下面,从窑口落下的飞砂极易被吸附到叶片上,造成叶轮失去动平衡引起风机振动。
首先将窑头密封进行了改造,由原来的石墨块单层密封更换为鱼鳞片式接触密封,大大减少了窑头处的飞砂量。同时对窑头平台进行了防漏处理,有少量的飞砂落下时,直接落入溜管内,人工定期清理;其次是利用计划检修或故障停机定期清理叶片上的积灰,保证风机的运行精度;再就是将风机进风口由水平进风改为下进风,虽进风阻力稍增加,但风机进风质量大为改观。采取措施后,风机叶轮积灰引起振动的现象明显减少,有利于设备稳定运行。
2)叶轮轴悬臂过长,轴承负荷过大
该风机叶轮端轴承座中心距叶轮中心540mm,与国产同类型风机相比,叶轮轴悬臂过长,造成此处轴承负荷过大,从而引起轴承局部缺陷,甚至损坏。我们根据此风机结构和现场安装位置,将叶轮侧轴承座向机壳方向移动100mm,缩短叶轮与叶轮侧轴承座的距离,使轴承的受力状况大为改善。
3)轴承选型过小
对轴承进行校核,发现原设计型号为1622的双列向心球轴承额定负荷不足,使用寿命不超过3个月便损坏。我们根据轴承座的尺寸及减少资金投入方面考虑,将此处轴承改为3622的双列向心球面滚子轴承,两种轴承技术参数如表1。
表1 1622轴承和3622轴承的技术参数
|
轴承型号 |
外形尺寸 |
额定动负荷/kg |
额定静负荷/kg |
极限转速/(r/min) |
|
1622 |
Φ110×Φ240×80 |
16900 |
11400 |
1800 |
|
3622 |
Φ110×Φ240×80 |
49500 |
51700 |
1200 |
从表1看出,3622轴承额定动负荷较大,虽然极限转速比要求转速低一些, 但从改造以后几年来看,运行很正常, 完全没有必要担心该因素对轴承使用寿命的影响。
通过以上改造,轴承的使用寿命延长到1年以上,设备运行几年再也没有出现此类故障停机现象。同时我们另制作一套风机转子,定期更换转子,对换下的转子维修备用,有效地保证窑稳定可靠运行。
2窑尾高温风机故障
2.1风机参数及故障现象
离心风机型号BBI24,风量220000m3/h,风压7845Pa,工作温度350℃,配套电动机800kW,740
r/min,传动方式为F。生产初期,高温风机经常出现自由端轴承发热,继而风机振动加剧、轴承烧毁的现象,生产线被迫全线停机。在风机更换轴承后,为了确保稳定运行,按规程对风机进行试机2~4h。风机在试机过程中运行很平稳,振动速度一般在5mm/s以下,轴承温度稳定在40℃左右。但当回转窑升温,投料生产后,风机运行一段时间时,自由端轴承就开始发热,并且温升很快,即使采取风冷、往轴承座浇水等降温措施,仍控制不住温升,不得不停机处理。
2.2故障原因分析及处理
通过对几次故障的处理和分析,发现轴承发热的原因主要是安装过程中操作不当,导致自由端轴承不能随轴热胀而自动调节,使两轴承承受的轴向负荷过大, 引起轴承发热损坏。
高温风机正常工作温度为350℃,因此,轴在工作状态下的伸长量为:
ΔL=L・α・Δt
式中:
L――风机轴在机壳内的长度, 2 500mm;
α――材料线膨胀系数, 此轴材料为 42CrMo, 属Cr 钢, α取 13×10- 6;
Δt=t2- t1
t2――风机轴工作温度, ℃;
t1――环境温度, 冬季取 0℃, 夏季取 35℃。
夏季: ΔL =2 500×13×10- 6×(350- 35)=10.2mm
冬季: ΔL =2 500×13×10- 6×(350- 0)=11.4mm
从上面计算可以看出,风机从常温状态到正常工作状态,随季节不同轴的伸长量也不同,在10.2~11.4mm之间游动。然而在检修安装过程中,维修钳工由于对此处结构理解不透,压紧轴承座上盖时,习惯用大扳手套加力杆,两人使劲拧上盖螺栓。这样自由端轴承外套被压得过紧,不能随轴的热胀而自由移动 , 破坏了自由端轴承的装配精度,从而引起此处轴承发热、烧毁。
为了验证分析的结论正确性,进行了试验。试验用未装轴承的轴承座进行,先对轴承座内孔尺寸进行测量,然后一个人用扳手将轴承盖螺栓拧紧,再测量,最后两人用加力杆拧紧后测量,3次测量结果见表2。
表2不同拧紧方式轴承座内孔尺寸 mm
|
设计 |
一人用扳拧紧 |
用加力杆拧紧 |
|
Φ360G7+0.018 +0.075 |
Φ360+0.04 +0.08 |
Φ360- 0.05 - 0.01 |
从表2中显然可以看出,用加力杆拧紧后,内孔公差偏离了设计值。找到原因后,规范了钳工的操作,离心风机试机时间也由原规定的2~4h缩短为20~30min。在投料生产后,运行正常,轴承发热问题得到了根治。
-

供应高风压,大风量台湾CY200通风机,离心式风机¥3200.00 -

CY100台湾送风机,吸风机,多翼式离心通风机¥210.00 -

供应高风压高品质送风机,CY150M双出口离心风机¥818.00 -

宁波双出口离心通风机CY076M大风量,台款送风机¥319.00 -

UV机用CY310,台款大风量低噪音离心式风机¥面议 -

供应CY150台湾大风量离心式风机,多翼式送风机¥610.00 -

东莞工厂供应UF扇,管道式幽浮扇,离心风机¥面议 -

上海,东莞工厂直销CY100L高温长轴马达|电机¥面议 -

供应低静音大风量JYF40420横流扇/横流风机¥200.00 -

台款通风机,送风机CY112M(图),青岛双出口离...¥477.00 -

张家港CYF06043台湾横流扇,横流风机¥240.00 -

供应CY270大风量台款通风机,送风机,离心式通风机¥2010.00 -

东莞供应低静音JYF40420横流扇/横流风机¥219.00 -

低静音CYF06031贯流扇/横流扇/横流风机¥310.00 -

台湾JYF50420贯流风机,横流风机,横流扇¥180.00 -

供应台湾款CY230低噪音通风机,送风机,离心式风机¥2130.00